Linie automată asamblare și ambalare a furtunurilor de grădină


Numele proiectului:
Asamblarea furtunurilor de grădină
Locația:
Clinceni, Romania
Data:
April 28, 2023
Tipul proiectului:
Asamblare
Intro:
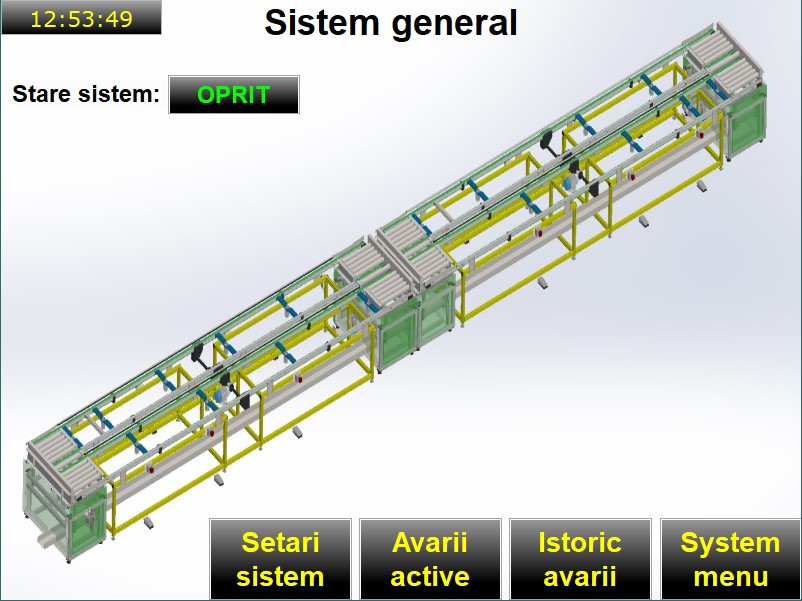
Sistemul este implementat într-o hală de producție, unde un conveior principal transportă paleți de plastic pe care sunt așezate componentele în lucru. Pe măsură ce produsul avansează, acesta trece prin mai multe stații de lucru,fiecare echipată cu unelte dedicate pentru montajul diferitelor părți ale produsului final.
.jpeg)
Descriere generală
Linia este împărțită în două tronsoane independente, pentru a permite desfășurarea simultană a proceselor cu durate diferite.
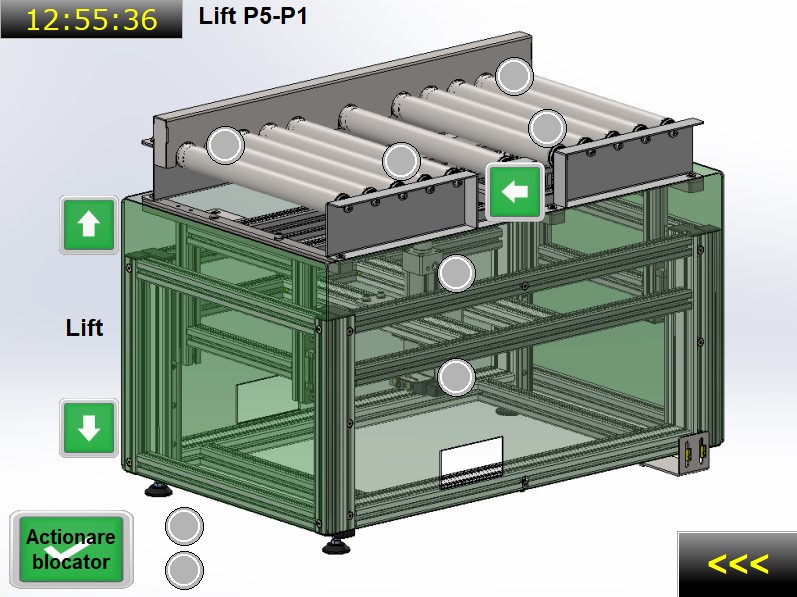
După finalizarea operației, operatorul așază piesa pe paletul de plastic și apasă butonul de Start. Paletul se deplasează automat către următoarea stație, însă doar după ce senzorii confirmă trecerea acestuia prin dreptul lor și se ridică un blocator, care îl oprește perfect în poziție —prevenind mișcarea necontrolată sau trecerea prematură la următorul post.
Dacă pe același tronson lucrează doi operatori, sistemul așteaptă confirmarea lor pentru a garanta că piesa este complet asamblată înainte de a pleca mai departe.
Fiecare banc de lucru include:
- buton individual de Start,
- ciupercă de avarie,
- senzori capacitivi pentru detectarea precisă a paletului,
- blocatori pneumatici pentru fixarea sigură a acestuia în poziție.
Traseul este închis (tip dreptunghiular) – paletul pleacă din poziția 1,parcurge toate stațiile de lucru, iar la final este preluat de operatorul de descărcare care îl așază pe paletul de expediție.
.jpeg)
Canale de Socializare




Aveți un proiect în minte?
Un automatist se va ocupa de dumneavoastră în cel mai scurt timp.
Automatizare și control
Întreaga linie este controlată de un PLC industrial, care gestionează:
- logica de transport și sincronizare,
- semnalizările și senzorii,
- electrovalvele,blocatorii și siguranțele,
- comunicarea cu robotul de montaj.
Am realizat integral partea electrică și software – tablou, schema electrică, cablaje, program PLC și interfața HMI. Linia este integrată cu un robot dedicat montării arcului de retragere al furtunului, pentru o productivitate crescută și un nivel ridicat de precizie.
Interfață HMI intuitivă
Prin HMI-ul principal, operatorii pot:
- seta viteza benzilor transportoare,
- comuta între mod automat (transfer temporizat) și mod manual (control direct din butoane),
- vizualiza stările sistemului, alarmele și avariile,
- acționa manual electrovalvele și blocatorii pentru testare și mentenanță,
- ajusta parametrii în funcție de tipul de produs sau proces.
În plus, operatorii pot efectua ajustări în timp real și pot regla procesul pentru a se adapta diferitelor tipuri de produse, optimizând fluxul de lucru și menținând o producție neîntreruptă și eficientă.
Beneficii și rezultate
- Flux de producție complet automatizat și sincronizat;
- Poziționare precisă a paletului cu sistem de blocare automată;
- Reducerea erorilor umane și a timpilor de așteptare;
- Control complet și feedback în timp real prin HMI;
- Integrare robotizată pentru operații de montaj automat;
- Siguranță sporită prin butoane de urgență și senzori de control.
.jpg)




Pagini
Numere de telefon
Date firma

C.U.I.: 53027082
Strada Constantin Moise Nr.11
Copyright © IndustrialAutomatix.ro 2026